introdução 1.Product
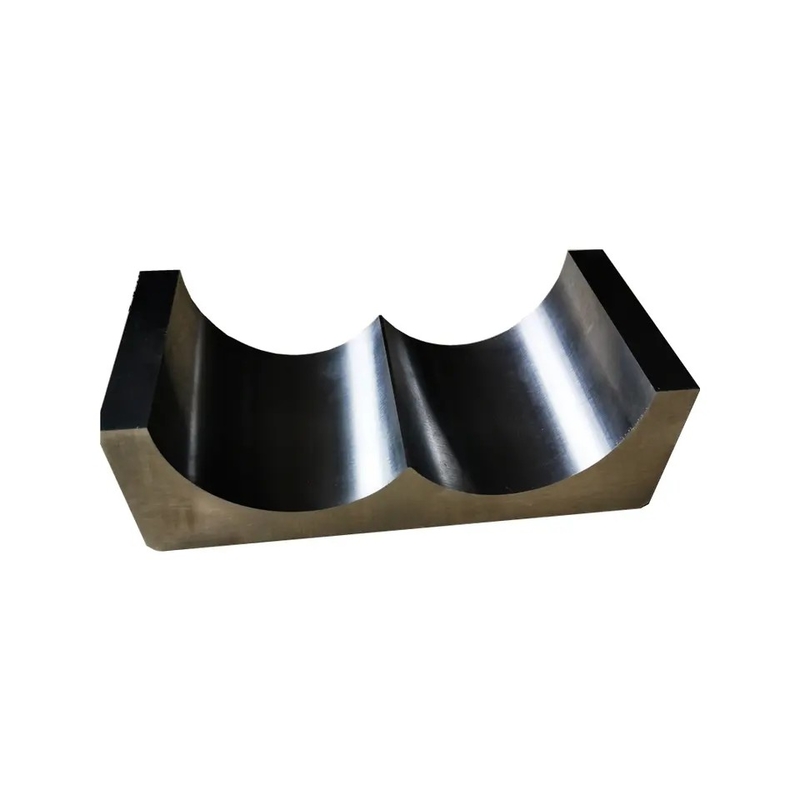
Um forro do parafuso e de separação do tambor é um componente usado em linhas de produção plásticas da extrusora para melhorar o desempenho e a longevidade da extrusora. O forro do parafuso e de separação do tambor é projetado caber dentro do tambor da extrusora e composto de duas partes que são aparafusadas junto.
A finalidade do forro rachado é proteger o tambor da extrusora do uso e desgaste causado pelo material plástico que está sendo processado. O forro igualmente ajuda a reduzir o acúmulo do resíduo no tambor, que pode causar edições de qualidade com o plástico expulso.
O forro rachado é feito tipicamente de um aço de liga de alta qualidade ou de um material cerâmico, ambo sejam altamente resistentes ao uso e desgaste. O forro é projetado para suportar as altas temperaturas e as pressões que são envolvidas no processo da extrusão.
O forro rachado é um componente importante em toda a linha de produção plástica da extrusora, porque ajuda a assegurar a qualidade e o desempenho consistentes do plástico expulso. É importante escolher um forro de alta qualidade que seja projetado encontrar as necessidades específicas de sua linha de produção. Um forro de separação bem-desenvolvida e corretamente instalado pode ajudar a estender a vida de sua extrusora e a melhorar a eficiência total de seu processo de produção.
introdução dos materiais 2.New
Baseado em anos longos de experiência para a fabricação, a fim durar por muito tempo a vida útil do forro ou do forro do tambor, nós desenvolvemos nossos materiais novos especiais OS02H, um tipo da liga do tungstênio do Níquel-cromo.
A liga do tungstênio do Níquel-cromo tem a resistência de abrasão excelente e a resistência de corrosão. O aumento do índice do Cr na matriz da liga do níquel-cromo contribui à resistência de oxidação, à resistência de alta temperatura e à resistência de corrosão da liga. Ao mesmo tempo, a adição de CrB é melhor do que o WC. O microhardness de CrB é tão alto quanto 4000-4200DPH, que é próximo ao diamante. É mais conducente a melhorar a força total da liga. Devido ao alto densidade de WC, é sobre 15.7g/cm3, quando a matriz da liga do níquel-cromo for somente sobre 8g/cm3. O derretimento é causado pela superfície e pela profundidade desiguais da liga devido à segregação fácil do WC, assim que o tamanho do índice e de partícula do WC deve ser controlado.
A fase dura da liga do Níquel-Cromo-tungstênio (nós chamamos ósmio 02H) aumentada a aproximadamente 50%, OS02 é somente dez a trinta, além disso, a fusão não é suficiente, e os poros microscópicos são relativamente óbvios, que é refletida pela dureza HRC de Rockwell somente de 52-55.While que a dureza de Rockwell da liga do tungstênio do cromo do níquel (OS02H) é HRC56-64, o controle convencional é HRC58-60. A vida útil é 3-5 vezes mais por muito tempo então WR5 ou CPM10V.
A liga do Níquel-Cromo-tungstênio (OS02H) com base em Ni60 de acordo com condições de trabalho do parafuso gêmeo estrangeiro da fórmula, melhorou extremamente carbonetos duros da fase (contendo o carboneto do cromo do carboneto de tungstênio e os outros carbonetos), e o fullDissolve da associação do níquel. Nosso Ni-Cr - a camada da liga de W pode alcançar HRC64 é a melhor prova.
tipos 3.Liner
Único forro do metal,
Forro composto bimetálico,
Forro composto aglomerado do processo
forro composto de solda do processo do pulverizador.

características compostas do forro 4.Bimetallic
Resistência material da temperatura dos parâmetros:
Limite 600℃ da temperatura
Espessura da camada da liga: ≧1.8mm
Dureza da camada da liga: 57-64HRC
O processo principal é diferente (do processo original da aglomeração ao processo atual da soldadura do pulverizador) o produto tem o melhor densification, a dureza pode alcançar mais de 57 graus, e a vida útil do produto é 3-5 vezes que do processo da aglomeração.
5.Main marca a extrusora para usar o forro
| Elementos gêmeos do parafuso disponíveis para os seguintes tipos |
| Clextral |
KraussMaffei |
Leistritz |
JSW |
Buhler |
| Toshiba |
Coperion |
Berstorff |
Maris |
KOBE |
| Wenger |
CPM |
equipamentos 6.Production
Presentemente, a área da fábrica da empresa excede 3000 medidores quadrados, e uns 3000 medidores quadrados adicionais estão sob o planeamento e o projeto, cobrindo o processo de produção completo de investigação e desenvolvimento material, a produção componente principal, e o teste. A empresa tem a pessoa 6 técnica, sobre 40 trabalhadores, e o equipamento importado múltiplo da produção e de testes de Taiwan e de Alemanha.
7. Por que nos escolha
1) A investigação e desenvolvimento independente dos materiais e dos processos pode assegurar o desempenho e o processo de materiais na maior medida do possível, e extremamente prolongar a vida útil comparada com os produtos ordinários, quando o fornecedor principal no mercado comprar somente matérias primas para fazer à máquina.
2) Desenvolva independentemente o processo dos produtos básicos, e constantemente melhore e aumente o processo velho para conseguir o melhor desempenho de produto.
Por exemplo, nós mudamos o processo de produção para o forro do tambor e o forro da aglomeração para pulverizar a soldadura. Qual aumentou a vida útil do produto 3-5 produtos normais das épocas então.
3) Aparência continuamente de melhoramento e de aperfeiçoamento da camada composta, que do produto melhorou extremamente a vida útil de products.for separadamente o forro do linner e do tambor, nós mudamos a camada composta da forma 8 fina à forma lisa do ângulo da elipse, que aumentou a vida útil do produto extremamente.